Por

10 min de lectura
 5.0
5.0
10 min de lectura
Por José Fernando Raizer
Jueves, 05 de Enero de 2023Extrusión: Más sobre solución de problemas
Recientemente fui consultado por un Gerente de Producción sobre la razón de obtener diferentes resultados para las galletas (densidad, tamaño, color, apariencia), cuando todo “era igual” en el proceso de extrusión.
Recientemente fui consultado por un Gerente de Producción sobre la razón de obtener diferentes resultados para las galletas (densidad, tamaño, color, apariencia), cuando todo “era igual” en el proceso de extrusión.
Del primer al segundo turno, o de un día para otro, hubo diferencias significativas en las características de la galleta
Bueno, la conclusión obvia es que no todo 'fue igual' en el proceso, y las causas de eso son muchas, simplemente no fueron bien identificadas.
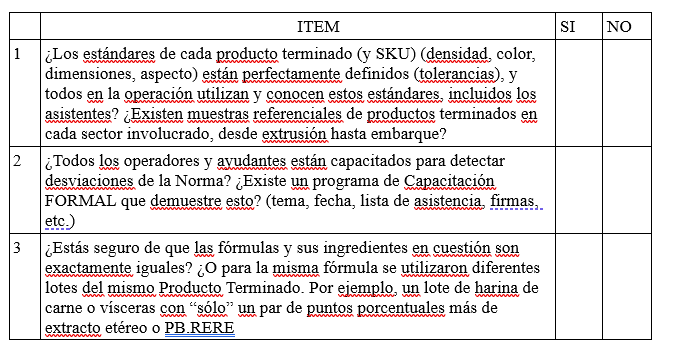
Autoevaluación
Voy a empezar enumerando aquí algunas cuestiones y condiciones básicas -otras no tanto - y si al final tienes el mismo tipo de problema, síguelas una a una y comprueba cómo va tu funcionamiento.
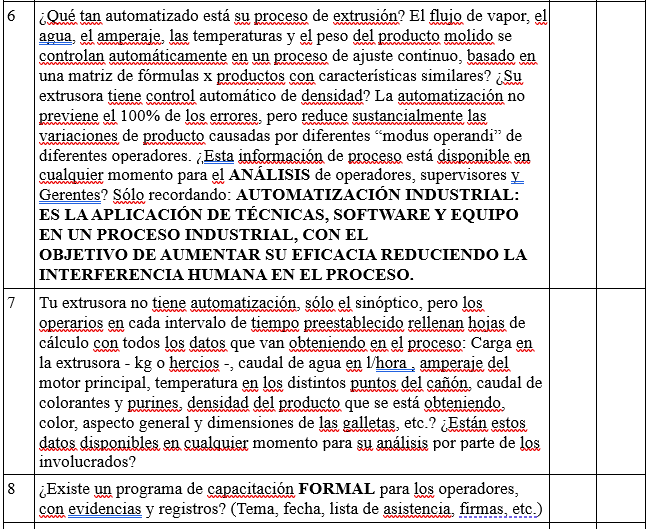

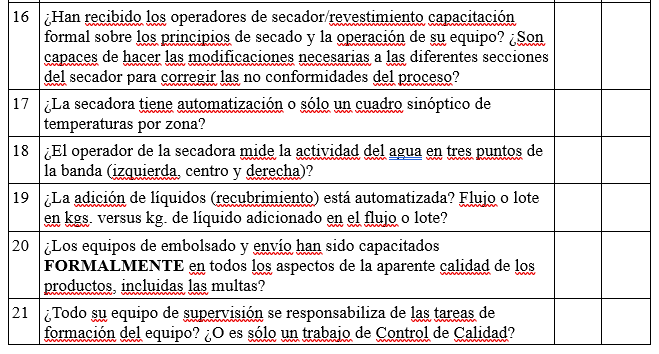
No basta con capacitar a los supervisores en sus tareas, es necesario capacitarlos para CAPACITAR. Su Equipo de Supervisión cuenta con la Capacitación y el número necesario de Colaboradores?
A continuación se muestra una lista de los problemas de proceso más comunes en la extrusión:
- La productividad es muy baja.
- El producto sale en forma de cuña.
- La extrusora funciona a ráfagas (inestabilidad), el flujo del producto no es regular.
- La densidad del producto es demasiado alta o inferior a la determinada por el control de calidad.
- La galleta (croqueta) sale deformada después de la extrusión.
- Las galletas se rompen y/o generan finos durante el embolsado.
- El recubrimiento de las galletas no está bien hecho, y se manchan.
- La humedad del producto varía mucho después de un cierto período de almacenamiento.
- El color de la galleta es demasiado oscuro o varía durante el proceso de extrusión.
- La palatabilidad es baja o varía de una raza a otra.
- El desgaste de hilos y revestimientos está ocurriendo muy rápidamente.
- La extrusora hace un buen producto por un tiempo, y de repente algo cambia y no se puede obtener la misma calidad extruida.
- Altas tasas de pérdidas y reprocesamiento.
- Contaminación cruzada entre razas.
- El consumo de energía en la secadora es demasiado alto.
Sea cual sea el problema presentado, el primer paso para identificarlo es obtener información precisa.
Los problemas ocurren por las siguientes razones:
- El problema siempre estuvo ahí, pero no se notó antes.
- Con el tiempo, algo cambió en el equipo hasta que surgió un problema.
- El problema ocurre cíclicamente.
- Los eventos repentinos ocurren al azar: algo deja de funcionar o se rompe.
El problema aleatorio es el más difícil de identificar.
La siguiente observación es muy común: 'La extrusora estaba funcionando bien con todo tipo de productos y de repente comenzaron a aparecer variaciones.'
Es muy fácil ser complaciente con la información de que 'nada ha cambiado…'.
A menudo, los sensores no calibrados pueden proporcionar información falsa.
No hay sustituto para la verificación de los parámetros del proceso y elementos clave, como la revisión personal:
- Comprobar el caudal de agua en el acondicionador y en el bus extrusor.
- Revisar la línea de vapor en el preacondicionador y la extrusora.
- Revisar el enfriamiento y calefacción indirectos del bus.
- Volver a confirmar que la configuración de la extrusora proporcionada por el fabricante es adecuada para el tipo de producto que está fabricando.
- Rutinariamente revisar hilos y revestimientos para ver si están desgastados.
- Verificar que el eje no esté deformado.
- Comprobar que la alimentación de material al acondicionador fluya correctamente, ya que a veces se producen "bloqueos".
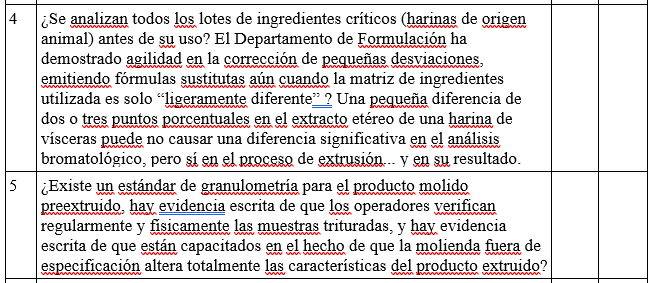
- Comprobar si la granulometría del producto a extruir es la correcta (molienda).
- Comprobar el flujo de vapor, agua y colorantes.
- Llegar al desgaste del formateador y taponamiento de agujeros.
- Verificar la temperatura del secador, el flujo y la velocidad del aire, y el tiempo de mantenimiento: las pantallas obstruidas y los conductos de aire bloqueados por la suciedad marcan una gran diferencia en el proceso.
- Verificar si el esparcidor funciona correctamente y si la altura de la capa de producto sobre el tapete tiene el espesor recomendado.
- Comprobar si el departamento de compras ha cambiado de proveedor o si han cambiado las especificaciones de los ingredientes (un ejemplo: 3 ó 4 puntos porcentuales en el extracto etéreo de la harina de vísceras hacen una gran diferencia en el formato y densidad del producto).
Todo sucede por una razón, y la solución de problemas es simplemente una cuestión de identificar la causa y luego eliminarla.
Tenga en cuenta que un cambio de proceso puede tener todo tipo de efectos.
'SURGING ' - Inestabilidad - La extrusora funciona a ráfagas, flujo inconsistente.
La inestabilidad o el 'oleaje', es el fenómeno que se produce cuando el cañón inmediatamente anterior al conjunto gira repentinamente vacío y luego lleno. No entraremos en los detalles técnicos de cómo sucede esto.
Basta decir que la alternancia de estado entre "vacío" y "lleno" provoca una diferencia de presión y, en consecuencia, una variación brusca de la velocidad lineal del flujo y de la densidad del producto.
Si observamos el producto cuando esto ocurre, veremos galletas 'redondas' de baja densidad y galletas 'planas' de alta densidad. Si la extrusora no está funcionando lo suficientemente llena, se debe aumentar la velocidad de alimentación o, de lo contrario, se debe reducir el área de matriz abierta. Si los hilos/forros están muy desgastados, comenzará a producirse un reflujo y el fenómeno del flujo irregular empeorará mucho.
Reemplace las roscas, el manguito y los anillos desgastados. Si el producto tiene un alto contenido de extracto de éter (aceite, grasa) en la fórmula, aumentará el reflujo. Reduzca ligeramente el extracto de éter de la fórmula que se extruye; siempre puede agregar el aceite/grasa en forma de cobertura después de la extrusión.
Reduzca un poco la humedad añadida, y como último recurso modifique la configuración del husillo, dándole más 'agresividad' (energía mecánica). Si adicionalmente, el producto a extruir está siendo molido muy fino, esto también reducirá la energía mecánica siendo aplicado, y consecuentemente el fenómeno de reflujo aumentará.
Los cambios cíclicos en el flujo pueden deberse al cambio del flujo de producto seco hacia el acondicionador. Cuando el tanque de fondo vivo se llena o se vacía de acuerdo con los sensores de nivel alto/bajo, esto puede causar hasta un 15 % de variación en el flujo.
Compruebe si la temperatura de la barra colectora es demasiado alta; esto requiere agua de refrigeración en los revestimientos. Si el área abierta de la matriz es demasiado alta, puede ser necesario tapar algunos agujeros de emergencia (simétricamente, siempre) o cambiar la matriz por una con un área abierta menor, ya que un exceso de área abierta provoca la producción. de galletas (croquetas) con longitudes más largas.
Si la inyección de vapor en el cañón es exagerada, esto restringirá el flujo de producto. Intente reducir la adición de vapor en el cañón. Una causa muy común de inestabilidad en la extrusora es la variación repentina del flujo de agua en el acondicionador. Se recomienda siempre disponer de un depósito de agua con flotador (nivel constante) para alimentar la máquina. Si el agua se suministra directamente desde la línea de suministro general, cualquier variación de presión en la línea cambiará el flujo momentáneamente y causará inestabilidad en la máquina.
Producto en forma de cuña
Este fenómeno ocurre cuando el producto fluye de manera desigual a través del troquel, siendo cortado más delgado en un lado que en el otro.
La causa más común es cuando el producto queda parcialmente atrapado en la parte posterior de la cuchilla mientras el conjunto de la cuchilla se desplaza por la superficie de la matriz.
Si este es el motivo principal, hay que tomar tres medidas:
1. Reducir el grosor de la hoja del cuchillo y/o
2. Aumente la velocidad de las cuchillas mientras reduce la cantidad de cuchillas.
3. Ajuste el ángulo de corte de la hoja.
El fenómeno de "cuña" también puede ser causado por el flujo más rápido del producto a través de un lado de la matriz.
En una extrusora de un sólo tornillo, el flujo de salida del producto en la periferia de la matriz tiende a ser más rápido que en la región central.
Este gradiente de velocidad radial se puede resolver creando un espacio muerto entre el extremo de la rosca de salida cónica y la cara interna del troquel; esto es lo que llamamos "pre-expansión".
También, puede ayudar aumentar un poco la velocidad de alimentación, así como aumentar la viscosidad del producto al reducir el extracto etéreo de la masa a extruir, ya que siempre es posible agregar un poco más de aceite o grasa fuera del pellet.
El flujo del producto también se ve afectado por el diseño del troquel. Al diseñar la matriz, el fabricante debe tener cuidado de evitar las esquinas afiladas, transformándolas en curvas más suaves, con un radio más grande.
Acortar la sección paralela de flujo (llamada "longitud de tierra") en el lado de la matriz con la velocidad de flujo más baja también puede ayudar, pero no es una solución viable / fácil de hacer en una matriz ya lista y tratada, y por lo tanto no se suele adoptar.
Revestimiento desuniforme
No siempre es fácil identificar visualmente el problema. Muchas veces, las fallas en el baño de aceite/sabor sólo se notan cuando aparecen problemas de pérdida de palatabilidad en el producto.
Defectos que se noten fácilmente o no, lo primero que se debe hacer es tratar adecuadamente el líquido recibido, sobre todo si se trata de aceite de pollo o de pescado.
Muy pocos fabricantes de alimentos para mascotas en el mercado tienen la suerte o el poder de negociación para comprar sólo aceites de origen animal que ya han sido centrifugados, en los que la mayoría de las partículas sólidas en suspensión han sido previamente eliminadas.
Entonces, lo primero que debe hacer es usar uno o más sistemas de filtro en la entrada de aceite.
La mayoría de los sistemas de aplicación de baño de aceite (coating) que vemos hoy en día en las industrias, todavía utilizan boquillas de aspersión para esta tarea, lo que obviamente es imposible si el líquido tiene una gran cantidad de sólidos en suspensión.
No es difícil encontrar incluso trozos de canales de aves en estos líquidos.
En este caso, el producto podría incluso estar de acuerdo con las especificaciones de acidez y sin enranciamiento. Por lo tanto, aparentemente 'listo' para su uso.
El único problema es que sería imposible agregarlo a través de un sistema de aspersión estándar sin al menos dos pasos de filtración, el último paso requeriría un filtro con una abertura de malla del orden de 1/3 (un tercio) del diámetro del agujero en las boquillas de los aspersores.
TENDENCIA:
Cada vez es más común el uso de mezcladores con palas, doble eje para productos de "recubrimiento".
FRASES:
'LA FORMACIÓN NO SE HACE DE ACCIONES AISLADAS, ES UN PROCESO CONTINUO'
'EQUIPAMIENTO ADECUADO + FORMACIÓN = FUNCIONAMIENTO CORRECTO'
'FORMAR NO ES SIMPLEMENTE JUNTAR A UN OPERADOR CON OTRO'
LA REGLA DEL 80% EN EL PROCESO DE FORMACIÓN DEFECTUOSO:
'EL MONITOR (INSTRUCTOR) SABE EL 80% DE LO QUE SE NECESITA EN LA FUNCIÓN.
POR LIMITACIONES NATURALES, TRANSMITE EL 80% DE LO QUE SABE.
EL NUEVO EMPLEADO COMPRENDERÁ Y PRACTICARÁ EL 80% DE LO TRANSFERIDO:
80% X 80% X 80% = 51.2% DE REQUERIDO
AHORA EL NUEVO EMPLEADO ES UN 'OPERADOR', Y EVENTUALMENTE ASUME LA FUNCIÓN DE MONITOR
SABER SÓLO EL 51,2% DE LO NECESARIO.
TRANSMITIRÁ 51.2% X 80% = 40.96%. EL APRENDIZ NUEVO COMPRENDERÁ 80%= 32.8%
CONCLUSIÓN:
LA FALTA DE GUION DE CAPACITACIÓN, MONITOREO Y EVALUACIONES ADECUADOS PRODUCEN LOS INGRESOS CORRECTOS POR NO CONFORMIDADES Y COSTOS (*)
El Proceso de Formación requiere de evaluaciones periódicas del Equipo.
Resumen - Evaluación de competencias
Conocimiento de la operación de extrusión
(Extrusora y Secadora)
Nombre del evaluador_____________________ Evaluador ___________________ fecha________
Metodología:
Para cada uno de los módulos de aprendizaje y sus componentes, responda las preguntas con una combinación de descripciones y explicaciones verbales, borradores de diagramas de flujo y demostraciones.
Recursos de referencia - Manual de la máquina, proporcionado por el fabricante, estándares de productos terminados y su Manual de capacitación en extrusión - Proporcionado por su empresa.
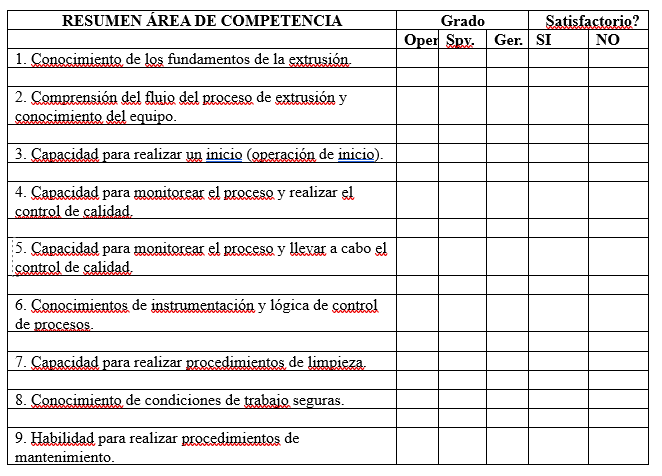
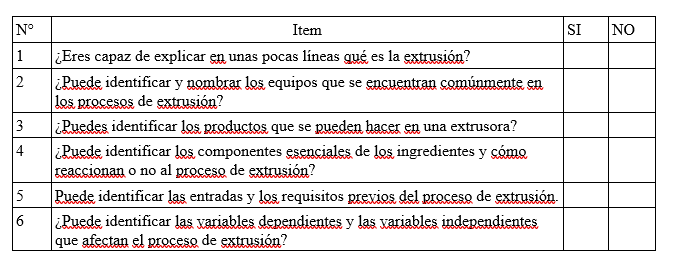
HABILIDAD 1: Conocimiento de los fundamentos de extrusión
Objetivos de aprendizaje
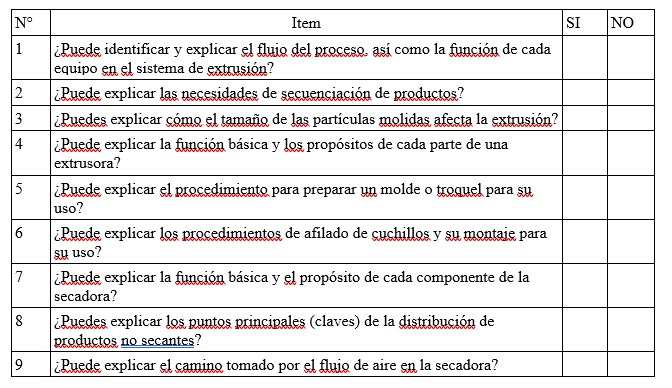
HABILIDAD 2: Comprensión del flujo de procesos y equipos de extrusión
Objetivos de aprendizaje
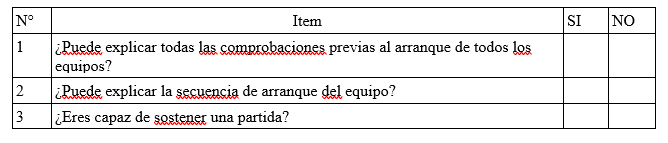
COMPETENCIA 3: Habilidad para iniciar el proceso
Objetivos de aprendizaje
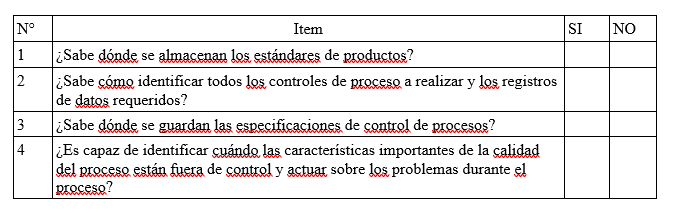
COMPETENCIA 4: Capacidad de seguimiento del proceso y control de calidad
Objetivos de aprendizaje
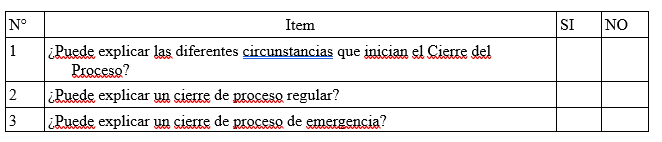
COMPETENCIA 5: Capacidad para cerrar el proceso
Objetivos de aprendizaje
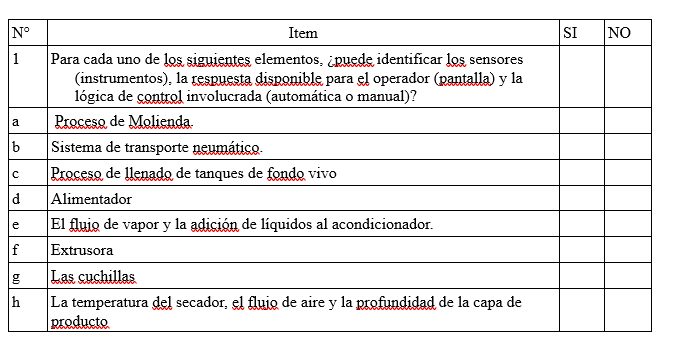
COMPETENCIA 6: Conocimientos de lógica e instrumentación de procesos
Objetivos de aprendizaje
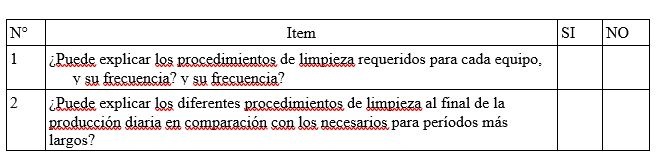
COMPETENCIA 7: Habilidad para realizar procedimientos de higiene
Objetivos de aprendizaje
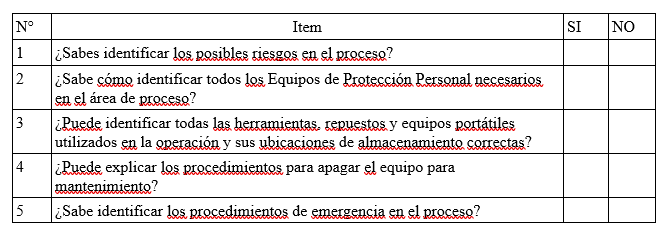
COMPETENCIA 8: Conocimiento de condiciones de operaciones seguras
Objetivos de aprendizaje
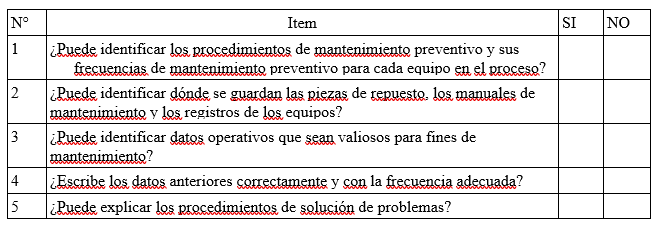
COMPETENCIA 9: Capacidad para realizar procedimientos de mantenimiento
Objetivos de aprendizaje
ÉXITO!!!
Por: Fernando Raizer
Te podría interesar: Proceso en cadena, constante mejora: extrusión, aglutinantes, palatabilidad y más

Sobre el autor
José Fernando RaizerDesde abril de 2002 - Director de Raizer Consultoria, Projetos e Trainings ltda. Miembro del Comité Técnico del Colegio Brasileño de Nutrición Animal Ponente en el Colegio Brasileño de Nutrición Animal - CBNA Redactor de artículos técnicos periódicos para las revistas PET FOOD BRASIL (Editor Stilo), INDUSTRIAL POULTRY AND INDUSTRIAL SWINECULTURE (Editor Gessuli), y ALL EXTRUDED MAGAZINE - Argentina De marzo de 1994 a septiembre de 2001: Director de Producción e Ingeniería en Agribrands PURINA BRASIL (7 fábricas).






Contenidos del editor
Extrusión




Videos







Eventos

Interzoo 2024

07 al 10 de Mayo 2024

Nuremberg, Alemania


Seminario de Extrusión Extru-Tech
29 al 31 de Mayo 2024
Hotel Krystal, Puerto Vallarta, México

EXPO PACK - México 2024
04 al 07 de Junio 2024
Expo Santa Fe, CDMX, México.

Fenagra 2024
05 al 06 de Junio 2024
Distrito Anhembi - San Pablo, Brasil

Foro Mascotas 2024
26 al 28 de Junio 2024
Expo Guadalajara, Jalisco, México.

World Plastic Connection Summit 2024
12 al 15 de Agosto 2024
San Pablo - Brasil

Magazine

Publicidad